观看我们的产品视频,就像打开了一扇通往余姚【当地】焊管_【无缝钢管】源头工厂量大优惠产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:余姚【当地】焊管_【无缝钢管】源头工厂量大优惠的图文介绍

小口径焊管保养的六个步骤 合适的保养方法,对后期小口径焊管的使用将起着事半功倍的效果。进行定期的保养,避免小口径焊管漏水,显得非常的有必要。 1、定期检查各小口径焊管否完善,是否有沉积物、结焦、水锈层等结垢附着,并即时进行清洗。在这同时还必须检查各小口径焊管与橡胶垫圈的粘合是否紧密,橡胶垫圈本身是否完好,以免橡胶垫圈脱胶与损坏而引起的漏泄。 2、板式热交换器压紧螺帽与上下导杆,应经常武动乾坤加润滑油脂进行润滑。 3、各仪表调节应有专人负责,并严格执行操作规程进行操作与维护。 4、当需更换的橡胶垫圈或修补脱胶部分时,需将该小口径焊管取下,放在桌上,将旧垫圈拆下,或在脱胶处将小口径焊管凹槽的胶水遗迹用细砂纸擦尽,再用四氯化碳或三氯乙烯等溶剂把凹槽内的油迹擦尽,再把新橡胶的垫圈的背部用细砂纸擦毛,同样用四氯化碳或三氯乙烯溶剂把油迹擦尽。然后在凹槽和橡胶垫圈背面均薄薄敷上一层胶水,待稍干一下,以不粘手指,但仍发粘为度,即将橡胶垫圈嵌入槽内,四周压平,敷一层滑石粉,随即将小口径焊管装上设备机架轻轻夹紧。根据胶水说明书要求隔大周皇族一段时间即可投产使用。 5、每次将小口径焊管重新压紧时,须注意上一次压紧时的刻度位置,切勿使橡胶垫圈压过度,以致降低垫圈使用寿命。 6、更换小口径焊管橡胶垫圈时,须将该段全部更新,以免各片间隙不均,影响传热效果。


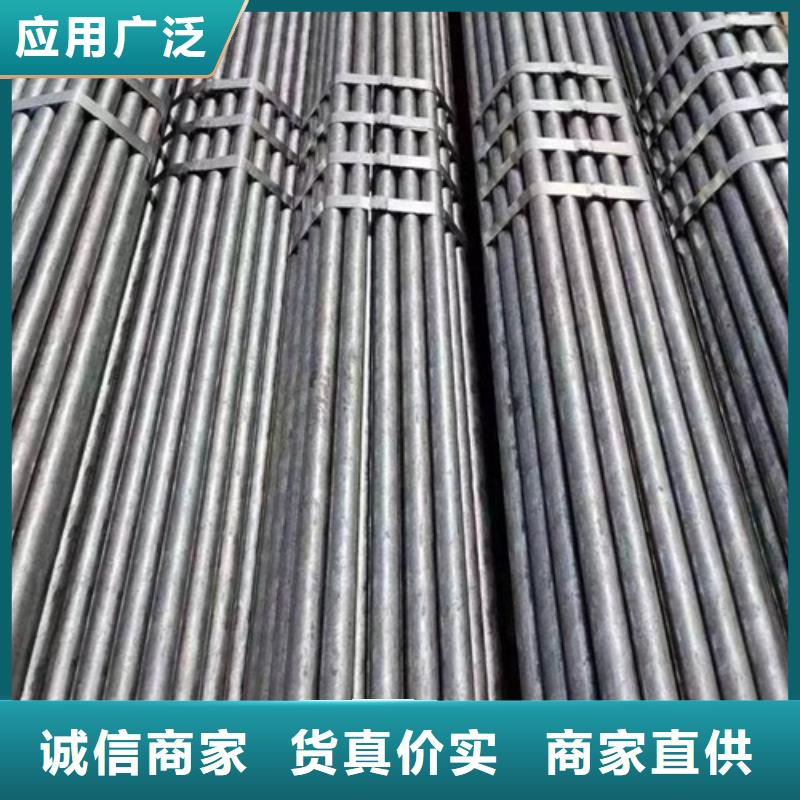
焊管的主要生产步骤 焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 原材料在投入前都要经过严格的理化检验,带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;采用外控或内控辊式成型。;采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 焊管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。再采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 焊管的焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。



鹏鑫钢铁有限公司自成立以来,秉承专注”和“提供满意服务与客户一起成长”的经营理念,使公司 余姚无缝钢管、产品在行业内获得多项荣誉。我们将以“先进的技术、较好的 余姚无缝钢管、产品、热忱的服务”为宗旨,服务于用户,真正能够为用户创造价值,同时也为 余姚无缝钢管、事业贡献一份力量!

余姚焊管就是焊接钢管的简称,是指将钢板卷曲成圆管或方管,经过焊接形成的钢管。广泛应用于水利枢纽、市政排水、自来水输送等工程。 在实际生产和应用中通常将焊管按焊接方式分为直缝焊管和螺旋焊管两种。 余姚直缝焊管:通常为公称直径为DN15(4分管)-DN150(6寸管)的中小口径规格的焊管。直缝焊接工艺要比螺旋焊接工艺简单,焊接成本低,效率高,缺点是焊缝在同一直线上,抗压强度低,故直缝焊只适合生产中小口径的焊管使用。 余姚螺旋焊管:通常为公称直径为DN200(8寸管)-DN600(24寸管)的大口径规格的焊管。螺旋焊接工艺可以用相同宽度的钢板生产不同管径的焊管,缺点是工艺复杂,相同长度的焊管螺旋焊焊缝比直焊缝长得多,造成生产成本高,生产效率低,故螺旋焊常用于大口径焊管的生产,同时螺旋的焊缝具有更高的抗压强度,保证了大口径焊管的抗压能力。 余姚焊管的计量方式一般为过磅和理计两种,过磅即通过磅秤实际称重,理计则是按照理论公式计算得到重量,公式为:“米重(千克)=(外径mm-壁厚mm)*壁厚mm*0.02466”。





 扫一扫
扫一扫